
 总结,将抽检工作中积累的经验转化为理论,从而指导金具产品抽检工作重点,为杜绝不合格的产品流入电力系统带来巨大便利。
总结,将抽检工作中积累的经验转化为理论,从而指导金具产品抽检工作重点,为杜绝不合格的产品流入电力系统带来巨大便利。
铜铝过渡类金具包括铜铝过渡设备线夹、铜铝过渡接线端子、铜铝过渡T型线夹、铜铝过渡并沟线夹、铜铝过渡板等,用于变电站或架空电力线路铜导体和铝导线的过渡连接。
抽检过程中注意到,相对于其它金具产品,铜铝过渡的金具产品出现质量问题的几率较大。而针对铜铝过渡的各类金具抽检时发现:铜铝过渡的金具产品极易在铜铝接合面(对接焊缝处)存在微裂纹、未熔合、夹杂等焊接质量问题,使焊接接头强度降低,在安装使用过程中发生断裂事故。
2. 铜铝焊接质量问题调查研究
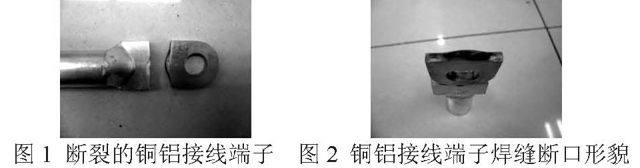
某供电公司型号为DTL-185的铜铝接线端子,在安装使用时发生了断裂,断裂位于铜铝接合面,见图1。断口的宏观检查结果显示焊缝未熔合,如图2。受物流管理中心委托,对同批产品进行抽样检查,抽检产品共11件,在铜铝对接焊缝处均存在不同程度的表面缺陷,其中4件表面缺陷严重,抽样不合格率达到100%。
产品不合格固然有金具供应商的焊接工艺控制不稳定的因素,但本质原因是由铜铝两种异种金属焊接造成的。
目前大量应用于铜铝过渡金具的焊接技术有摩擦焊、钎焊和闪光焊。
摩擦焊接利用焊接端面相对旋转运动摩擦生热,使端部达到热塑性状态,然后迅速顶锻,焊接界面在压力下进行固态扩散及反应而实现连接的一种固相焊接技术[1]。滚动摩擦焊只限于焊接棒材。国内已有用焊好的棒材经锻压、机加工形成板件的例子,但大截面工件锻压时易产生夹层及焊缝裂纹,而且加工成板件的工作量大,成材率和生产效率低等不足[2]。
钎焊是使母材金属不熔化,靠钎料熔化后填满间隙,并与母材金属之间发生溶解、扩散等冶金作用的金属焊接方法,特别适合于异种材料的焊接。同时钎焊还具有工件变形小,设备简单,操作简便,可现场焊接等优点[3]。钎焊工艺已较广泛地应用,且多用于不规则形状或大截面铜铝过渡接头,但存在铜铝粘合力小,易剥离,焊后的钎缝清洗和钎缝腐蚀问题,其生产效率也低[2]。
闪光焊接是利用焊件的固有电阻及焊件端部的接触电阻引起金属闪光燃烧进行的焊接技术。闪光焊接虽然具有生产效率高,导电性好和焊缝强度大等优点,但十分耗费铜材,而且焊接工艺参数繁多,焊接不同截面的铜铝焊件时,要将有关参数进行反复调试,任何一项参数调节不当都会影响焊接质量[2]。
铜铝焊接属于异种金属焊接。由于铜和铝两种金属的物理和化学性能以及化学成分差别很大,加之铝的熔点远低于铜,在焊接时晶相组织不能完全融合[4],在焊缝中产生脆性相,焊缝容易产生热应力及裂纹[5],焊接较为困难,在制造环节中容易出现焊接质量问题。加之现有验收检测手段单一,仅依靠目测和少量的破环性抽检试验难以发现微裂纹等缺陷,使得断裂事故频发。
铜铝两种金属的电极电位相差较大。在正常情况下,铜铝接合面平整光滑,焊缝表面无微裂纹或未熔合等焊接缺陷,两种金属发生电化学反应的可能性很小。而一旦存在微裂纹等缺陷,在空气中的水分、二氧化碳和其它杂质作用下形成电解液,会发生电化学反应及腐蚀开裂,导致跳闸、停电等电网事故。
以上所述焊接技术都有各自难以克服的缺点,加之铜、铝(特别是铝)的焊接性能较差,焊接质量难以保证。因此铜铝接合面(对接焊缝)成为铜铝过渡类金具自身固有的薄弱环节,供应商必须严格控制焊接工艺参数,才能减少铜铝过渡类金具的质量问题。
3. 渗透检测技术的应用
3.1 概述
铜铝过渡金具现有的验收检测手段单一。180℃弯曲试验由于具有破坏性,能检测到的产品数量十分有限。而目测外观检查只能发现宏观缺陷,加之安装施工人员很难辨别微裂纹等焊接缺陷,因此为电网设备安全运行埋下隐患,很多焊接质量问题引起的断裂事故都是在运行当中才发现的[6-8]。
针对上述问题,国网天津市电力公司将渗透检测技术应用于铜铝过渡金具的抽检工作中,取得了良好效果。
3.2 方法选择
铜铝过渡类金具的检测位置为铜铝对接焊缝处,虽然金具形状较复杂,但是对接焊缝处实施喷涂法较方便,不受金具形状的影响;金具表面光洁度较高,无镀层;每批次抽检数量较小,并不是大批量工件同时进行检测;检验灵敏度要求不高;实验室内检测,采用水洗等方式并不方便,且易对实验室造成污染。综上所述,参照JB/T4730.5-2005 《承压设备无损检测 第5部分:渗透检测》相关要求,铜铝过渡类金具宜使用ⅡC-d渗透检测方法。
3.3 实施检测
金具渗透检测包括表面准备和预清洗、施加渗透剂、去除多余的渗透剂、干燥、施加显像剂、观察及评定、后清洗七个步骤。检测温度为10-50℃。
金具的渗透检测及缺陷评定参照JB/T4730.5-2005 《承压设备无损检测 第5部分:渗透检测》相关要求执行。
表面准备和预清洗:铜铝过渡类金具对接焊缝处表面光洁度较高,表面无焊瘤、氧化皮、涂层等,只需用水洗去表面污物并干燥即可,如表面有油污,可用有机溶剂清洗。
施加渗透剂:采用喷灌喷涂法,保证备件部位完全被渗透剂覆盖,并在整个渗透时间内保持湿润状态,渗透时间10min。
去除多余的渗透剂:先用干燥、洁净不脱毛的布擦拭,再用蘸有清洗剂的干净不脱毛的布进行擦拭。不得往复擦拭,不得用清洗剂直接冲洗被检面,注意不要欠洗或过洗。
干燥:室温下干燥5min。
施加显像剂:采用喷灌喷涂法,喷灌使用前应摇动喷灌使显像剂悬浮。
观察及评定:在施加显像剂后7min-60min内进行,并保证工件表面白光照度符合要求。
检测时应使用B型试块进行灵敏度验证。
3.3 检测结果
对某供应商生产的某两批次铜铝跨径线夹和铜铝异型并沟线夹进行抽检,渗透检测试验结果显示:抽检产品在铜铝对接焊缝处出现线性缺陷显示,焊缝未完全熔合,见图3和图4。
渗透检测方法应用于铜铝过渡类金具的优势在于:
①渗透检测作为一种表面缺陷检测方法,适用于工作现场各种焊接部件表面开口缺陷的检验[9],特别适用于铜铝过渡金具焊缝微裂纹、未熔合等表面缺陷的检测。
②渗透检测不受工件形状和尺寸大小的限制,对形状复杂的部件一次操作就可大致做到全面检测,十分适用于带有螺栓孔或开槽的形状复杂的铜铝过渡线夹的检验。
③检验过的金具经过后清洗可直接交付使用。
④便携式喷罐着色渗透检测法,不需要大型设备,成本低廉,操作简单,适用于快速检验焊缝表面缺陷。
综上,渗透检测检验方法在实现了检测铜铝过渡金具对接焊缝质量的同时,不损害产品,可实现快速的、大量的检测产品质量的需要,在金具检验工作和金具制造商中可大力推广。
4 改进抽检环节
除将渗透检测技术应用抽检工作外,还应对抽检工作进行如下改进:
①扩大对铜铝过渡类金具的入网抽检比例,各类指标检验合格的产品才能在电网中使用,这样可以从根本上避免由于产品质量不良造成的金具断裂事故。
②在安装和施工期间发现焊接质量问题的,应对该供应商的铜铝过渡类金具产品进行大规模抽检。如在同类产品的其他批次中再发现质量问题,应对供应商铜铝焊接工艺水平进行实地考察。
③除入网抽检外,还应对现已运行的铜铝过渡类金具开展抽检工作。对运行时间较短的金具,进行抽样检查;运行时间达到10年以上的,应及时更换。
④利用设备或线路停电机会,对铜铝过渡类金具开展专项检查,有轻微腐蚀的,可以继续运行,但必须加强监视和红外测温;发现焊接质量问题或腐蚀严重的,应立即更换新产品。
5. 结语
针对抽检工作发现的铜铝过渡类金具产品的焊接质量问题展开调查研究,认为焊接质量难以保证的本质原因是由铜铝两种异种金属焊接造成的。现有焊接技术都有各自难以克服的缺点,加之铜、铝(特别是铝)的焊接性能较差,使得铜铝接合面(对接焊缝)成为铜铝过渡类金具自身固有的薄弱环节,供应商必须严格控制焊接工艺参数,才能减少铜铝过渡类金具的质量问题。进而对抽检工作提出指导,将渗透检测技术大量应用于铜铝过渡类金具抽检工作取得了良好的效果。对抽检工作环节进行改进,从验收、安装施工和运行环节,对铜铝过渡类金具开展全方位抽检工作,严把质量关,杜绝不合格产品流入电力系统。
参考文献
[1]陈忠海. 摩擦焊接技术及其工程应用[J]. 电焊机,2011,41(8):101-106.
[2]孙遇谆. 铜铝闪光焊接工艺参数讨论[J]. 焊接技术,2011,40(6):22-26.
[3]闫飞,徐道荣. 铜铝异种金属钎焊问题及其对策[J]. 电焊机,2009,39(7):62-65.
[4]温开元. 铜铝设备线夹产品的改进与应用[J]. 电力金具,2011,1:31-34.
[5]何占启,亢世江,杜洪杰等.铜铝异种金属接头的焊接[J]. 水务世界,2008,5:46-48.
[6]董瑾,钟相源,安江英. 变电站铜铝过渡设备线夹断裂原因[J]. 中国电力,2010, 43(12):27-30.
[7]陈国宏,闵良,王家庆. 220kV变电站铜铝过渡线夹腐蚀与断裂分析[J]. 安徽电力,2010,27(4):1-5.
[8]谢宏亮. 一起变电站隔离刀闸铜铝线夹断裂的原因分析及防范措施[J]. 安徽电力科技信息,2007, 5:16-17.
[9]苗红章. 压力容器检验中渗透检测的选择[J]. 2011, 30(13): 64、74.