
 学生,本文设计的柔性生产线,是依据市场发展需求和教学改革要求,实现从技能教学为主的教学理念变为以教科研和为社会服务为主的教学理念。既凭借产线开展形式多样的训练教学活动,使机械、自动化、电气及测控等专业学生的工程能力得到充分的锻炼,让学生能够真实体验现代制造技术生产加工的全过程;又依托产线提高社会服务能力。
学生,本文设计的柔性生产线,是依据市场发展需求和教学改革要求,实现从技能教学为主的教学理念变为以教科研和为社会服务为主的教学理念。既凭借产线开展形式多样的训练教学活动,使机械、自动化、电气及测控等专业学生的工程能力得到充分的锻炼,让学生能够真实体验现代制造技术生产加工的全过程;又依托产线提高社会服务能力。
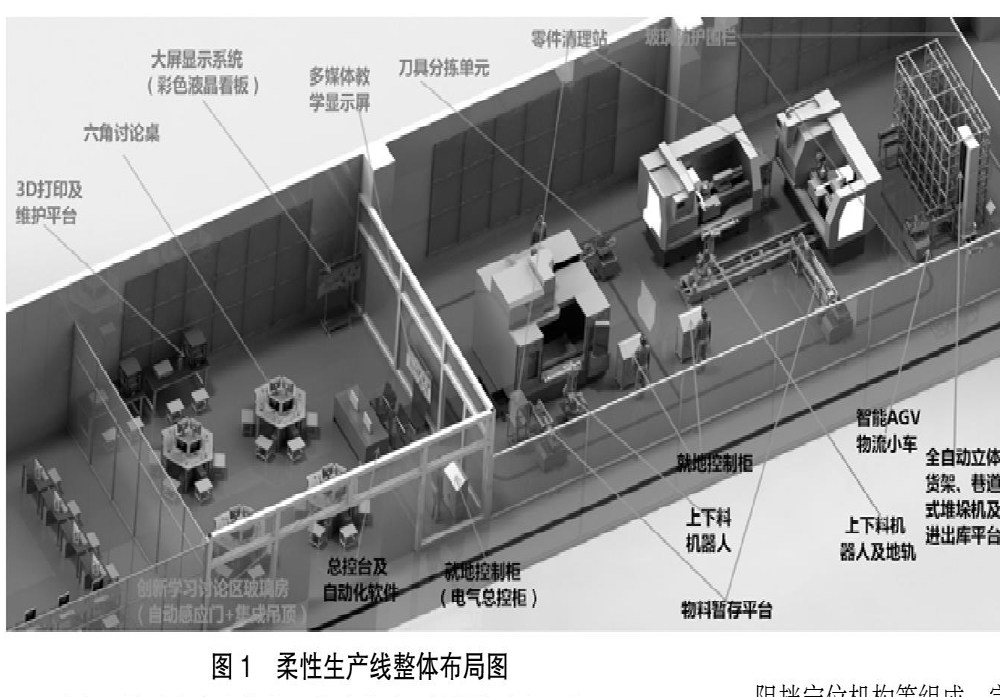
2 柔性生产线总体概况
该生产线分为车削单元、铣削单元、智能仓储单元和智能可视化系统单元,它由一台加工中心、一台车削中心、一台数车、一台关节机器人、一台地轨机器人、智能立库、MES软件等组成。通过MES软件和电气系统的通讯和控制,实现了人机交互。从产品的设计、生产、存储等方面,实现了加工单元的自動化和模块化,使机械制造实现了数字化,使工作效率大步提高。
在教学科研领域,将MES(生产过程执行系统)和WMS(仓库管理系统)等系统有机地结合起来,将企业管理和先进制造融于一体。先进生产制造系统融合了光、机、电、气以及信息一体化、物流管理训练、计算机辅助制造、工业造型、物联网传感技术、机器人、视觉图像识别、数控制造等技术。
该实训基地生产线能实现整体联动和单模块独立运行。
2.1 联动
步骤1,订单投放,立体仓储出料,出库平台上的RFID(射频识别)读写器读取工件加工任务信息;
步骤2,AGV(自动导引运输车)物流小车运送工件至对应工序的加工设备上料区(物料存储自动接货平台);
步骤3,加工设备上料区的RFID(射频识别)读写器读取待加工零件工序任务,将其信息发送给加工设备及上下料机器人,设备自动开门,机器人根据程序选择性的将工件放置于对应的工装夹具上,工装夹具自动夹紧,设备自动关门,开始自动加工;
步骤4,零件加工完,设备自动开门,机器人取出工件,放置于吹气单元对工件进行吹干处理,机器人将工件放回物料存储接货平台,将托盘送回至AGV(自动导引运输车)物流小车上,由小车负责物流将工件传输到下个加工设备区,进行下道工序的加工;
步骤5,工件所有工序完成,入库。如果没有,则回到步骤3,依次循环。
2.2 单模块独立运行
支持单个模块独立运行,例如智能铣削上下料工作站可以在其它工作站断电或者离线状态,进行正常工作,方便学生针对单个模块进行装调、编程、运行与维护等实训。
3 柔性生产线模块功能介绍
3.1 智能加工模块
主要由加工中心、数控车床(配自动门、自动工装夹具)、六自由度机器人组成。系统启动后,工业机器人将坯料放入加工中心,加工中心开始零件加工,结束后工业机器人将经过加工的零件放到自动传输系统的工装托板上。
该模块上下料部分主要由上下料机器人、机器人控制柜、机器人示教器、机器人抓手、机器人底座、机器人地轨式行走轴、物料存储自动上下料平台等组成。其中智能车削加工工作站配备地轨式行走机器人,由一台机器人完成两台数控车床的上下料工作;智能铣削加工工作站配备固定式六轴工业机器人,完成加工中心的上下料工作。系统启动后,工业机器人抓取毛坯料放入加工设备,结束后工业机器人将已加工好的零件放回物料存储上下料平台的工装托板上,工装托板等待AGV(自动导引运输车)物流小车传送至下个工位。
该工作站主要满足学校开设的数控加工和工业机器人应用与维护等专业的教学,培养学生在数控加工设备工业机器人的装调、编程、运行、设计与维护能力,以及机器人自动上下料系统的集成能力。
3.2 全自动物流仓储模块
主要由立体仓库、WMS(仓库管理系统)仓储管理软件、出库平台、入库平台、AGV(自动导引运输车)智能存储小车、阻挡定位机构等组成。完成载货工装托板的输送、定位及分拣工作。
该模块传输线部分由PLC自动控制,各传输段的起停、顶升等动作不需用户操作各传输线由交流电机拖动,配置了变频器。变频器的各种运行数据、报警信息均可以传给PLC,用户各种操作指令,也可以在系统操作界面上方便的下达。
每个工位设有RFID无线射频识别系统,由读写器、电子标签等组成。系统设置多个读写器,分别对各主要工位和工序的完成情况及重要信息进行记录,以便对产品的加工信息进行采集;可与生产线系统通信,实现与生产线的信息交换。最终数据全部发送给电脑保存。
立体货架设有原料库和成品库,均采用巷道式立体库。每个巷道式立体库主要包括巷道式堆垛机、工业型材搭建的立体库位等组成,主要用于原材料、成品的出库、入库以及存储功能。库内物品通过条码系统、RFID(射频识别)系统和WMS(仓库管理系统)管理软件来实现物料的信息管理和科学调配。堆垛机X、Z轴传动机构均采用同步带及链条,由伺服电机驱动,保证了出库与入库动作的速度与精确性。堆垛机取料机构采用三级货叉,由直流电机驱动,可完成在原料库与成品库的双面作业。作为扩展功能,用户还可以对出入库的库位进行自定义,并且可实现移库操作,体现了现代仓储系统功能强、配置灵活的新理念。通过WIFI无线通讯方式与总控系统实现系统的远程监控和管理。
该模块主要满足学校开设的机电一体化和现代物流等专业的教学,培养学生对智能制造系统物流传输线选型、自动化控制及布局设计能力,以及自动化立体仓储系统的安装、调试、操作能力、维护能力。
3.3 智能总控可视化模块
模块主要由总控台、大屏显示、监控电脑、摄像头及MES(生产过程执行系统)软件组成。其中MES(生产过程执行系统)软件是实现产品计划管理与工业控制之间信息管理系统。它为操作人员/管理人员提供计划的执行、跟踪以及所有资源的当前状态。最终能够达到以下要求:生产过程实时监控、生产常规管理、生产优化改进。
该模块主要满足物联网应用技术等专业的教学,培养学生对仓储管理软件WMS(仓库管理系统)的理解与掌握能力,企业制造执行系统MES(生产过程执行系统)的认知能力。
3.4 电气系统
电气系统设有就地控制柜,配有专用的PLC控制器及触屏屏,PLC电气控制及I/O通讯系统,主要负责加工设备、仓储系统、AGV(自动导引运输车)物流小车及机器人的I/O通讯控制,在触摸屏的组态画面上可以直接控制整个车间设备的运营。
该模块主要满足学校开设的电气自动化设备安装与维修等专业的教学,培养学生PLC的编程、运行与故障诊断能力,以及柔性制造系统中的自动化集成、信息对接、设备改造与维护等能力。
4 结束语
本文设计的柔性生产线呈现真实工业现场环境,完成产品的智能物流和自动装配、智能仓储,整个系统通过MES(生产过程执行系统)生产管理系统控制完成,使工厂无人化生产管理得到实现,使人力成本、误差得到缓解。它包含了企业管理、制造加工、物流仓储等功能,是当代智能化工厂的缩影,局部体现了生产的某些阶段,并且后期还可扩展其他工位,让学生能够提前走进企业中。
参考文献:
[1]李春磊.基于MES的离散制造车间系统分析[D].南京航空航天大学,2011.
[2]植俊文.基于RFID的MES系统设计[D].广东工业大学,2006.
[3]陈伟.一种柔性生产线工件在线识别系统的开发[D].东北大学,2006.